магистрант, направление подготовки 15.04.05 «Конструкторско-технологическое обеспечение машиностроительных производств», Арзамасский Политехнический Институт (филиал) Нижегородского государственного технического университета им. Р. Е. Алексеева), г. Арзамас, Нижегородская область»
Платонов Александр Васильевич
кандидат технических наук, заслуженный деятель науки и техники РАЕ, доцент, кафедра «Технология машиностроения», Арзамасский Политехнический Институт (филиал) Нижегородского государственного технического университета им. Р. Е. Алексеева), г. Арзамас, Нижегородская область
Щеглетов Кирилл Алексеевич
студент, направление подготовки 15.03.05 «Конструкторско-технологическое обеспечение машиностроительных производств», Арзамасский Политехнический Институт (филиал) Нижегородского государственного технического университета им. Р. Е. Алексеева), г. Арзамас, Нижегородская область
Куманеев Максим Александрович
магистрант, направление подготовки 15.04.05 «Конструкторско-технологическое обеспечение машиностроительных производств», Арзамасский Политехнический Институт (филиал) Нижегородского государственного технического университета им. Р. Е. Алексеева), г. Арзамас, Нижегородская область»
Иванова Анна Викторовна
магистрант, направление подготовки 15.04.05 «Конструкторско-технологическое обеспечение машиностроительных производств», Арзамасский Политехнический Институт (филиал) Нижегородского государственного технического университета им. Р. Е. Алексеева), г. Арзамас, Нижегородская область»


![]()
Детали «Муфта» и «Колесо зубчатое» входят в конструкцию прибора летательного аппарата, служат для передачи крутящего момента от электродвигателя к исполнительному механизму прибора. На рисунке 1 показаны чертеж детали «Муфта», на рисунке 2 – чертеж «Колеса зубчатого».
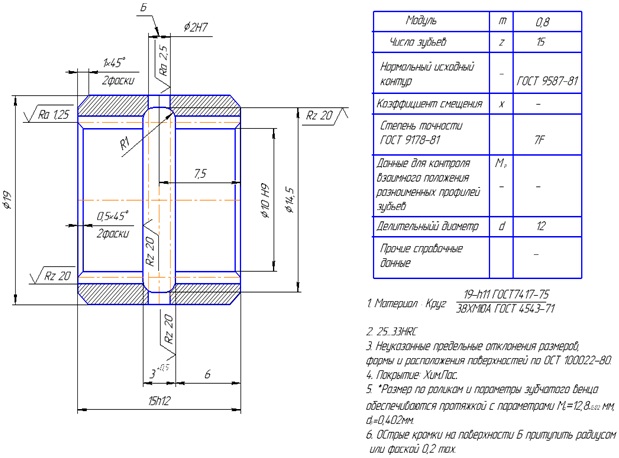
Рис. 1. Чертёж детали «Муфта»
Детали «Муфта» и «Колесо зубчатое» изготавливаются из стали 38ХМЮА ГОСТ 4543-71. Это жаропрочная сталь, легированная хромом, алюминием и молибденом. Буква «А» в конце марки обозначает, что сталь высококачественная, то есть содержание вредных примесей (серы и фосфора) в ней минимально [1].
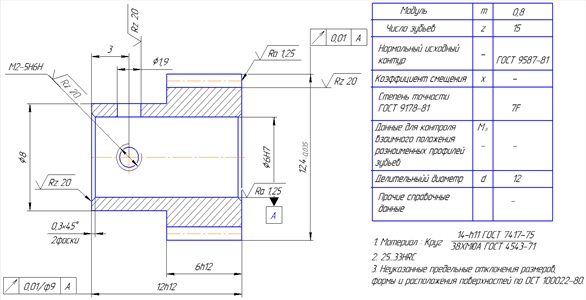
Рис. 2. Чертёж детали «Колесо зубчатое»
Дефекты, проявляющиеся в процессе технологии получения рассматриваемого зубчатого профиля детали, а также в процессе эксплуатации, методы их исключения, показаны далее.
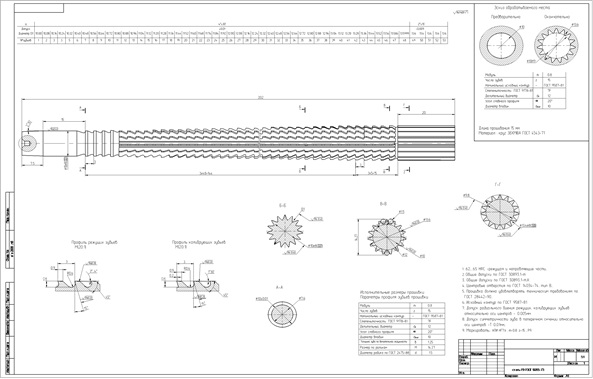
Рис. 3. Чертеж прошивки для обработки зубчатого профиля детали «Муфта»
В базовом технологическом процессе обработка поверхности с внутренними зубьями в детали «Муфта» осуществлялась методом протягивания. Однако, в процессе изготовления проявлялся такой дефект, как скол части зуба. Установлено, что этот дефект вызван тем, что в некоторых протяжках наблюдается несоответствие геометрических параметров зубьев калибрующей части. Данное несоответствие обусловлено высокой степенью сложности финишной обработки зубьев протяжки, именно, тонкого шлифования. Было принято решение по проектированию, изготовлению и испытанию другого вида инструмента – прошивки (рисунок 3) [2].
Отличительные геометрические параметры протяжки и прошивки, показаны в таблице 1.
Для предупреждения дефекта, выраженного в виде преждевременного износа зубьев, проведены исследования в части возможности изменения технологии термической обработки.
Таблица 1.
Конструктивные элементы протяжки и прошивки
| Наименование элемента конструкции инструмента | Протяжка | Прошивка | Комментарии |
| 1. Подъем на зуб SZ (равен толщине среза) |
0,06 мм | 0,04 мм | При увеличении SZ:
|
2. Форма и размеры стружечных канавок
|
1,3 мм 2,8 мм |
1,2 мм 3 мм |
От данных параметров зависит заполняемость стружечных канавок и процесс удаления стружки.
При уменьшении h и t:
При увеличении h и t:
|
| 3. Число калибрующих зубьев | 2 | 5 | С увеличением числа калибрующих зубьев улучшается шероховатость обработанной поверхности зубьев детали. |
В таблице 2 приведены сравнительные показатели, характеризующие возможности существующего метода термической обработки детали (цементация) и предлагаемого – азотирование.
Таблица 2.
Сравнительные показатели методов термической обработки, приемлемых для обработки детали «Муфта»
| Цементация | Азотирование |
| Достоинства методов | |
| 1. Твердость слоя 50…58 HRC.
2. Высокая износостойкость. 3. Высокая коррозионная стойкость. 4. Длительность процесса 10 часов для получения слоя (значительно быстрее, чем при азотировании) 5. Толщина слоя 1…2 мм (выше, чем при азотировании), поэтому детали, подвергнутые цементации, выдерживают большие нагрузки. 6. Для цементации применяются дешевые углеродистые стали. 7. Стоимость деталей, упрочненных цементацией, ниже стоимости азотированных деталей. |
1. Высокая твердость слоя 58…65 HRC (выше, чем после цементации).
2. Азотирование не вызывает деформации детали и поэтому не требует дополнительной обработки поверхности. 3. Температура проведения 4. Высокая износостойкость. 5. Высокая коррозионная стойкость. 6. Теплостойкость поверхностного насыщенного слоя сохраняется до 500…600 °С. 7. Высокое сопротивление усталости. 8. Высокое сопротивление знакопеременным нагрузкам |
| Недостатки методов | |
| 1. Температура проведения процесса 900…950 0С (значительно выше, чем при азотировании).
2. Цементация вызывает деформацию детали, поэтому после цементации требуется чистовая обработка. 3. Теплостойкость поверхностного насыщенного |
1. Большая длительность процесса насыщения (до 50 часов).
2. Толщина слоя 0,3…0,6 мм меньше, чем толщина слоя, 3. Для азотирования применяют дорогие легированные стали. 4. Стоимость деталей, упрочненных азотированием, выше стоимости деталей, упрочненных цементацией. |
Проведя анализ применяемых видов термообработки, мы выбрали наиболее перспективный метод термической обработки – азотирование. Данный способ обработки деталей представляет собой диффузионное насыщение поверхностного слоя изделия азотом при нагреве в соответствующей среде при температуре 450…800 0С [3].
Для определения глубины и твердости поверхностного слоя зубьев детали, получаемых после термообработки, проведены исследования источников технической литературы [3] с целью выявления оптимальных режимов термообработки.
Температура и длительность азотирования влияют на толщину азотированного слоя (рисунок 4а) и твердость (рисунок 4б).
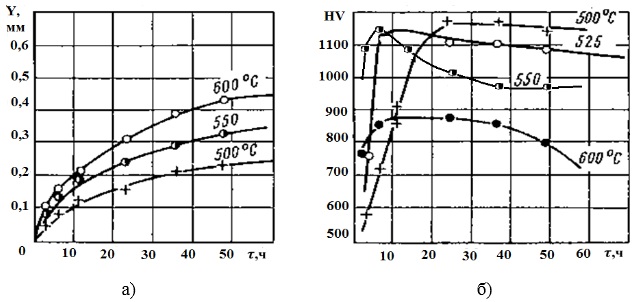
Рис. 4. Влияние температуры и продолжительности азотирования на твердость и глубину диффузионного слоя на стали 38XMЮA
Наивысшая твердость HV (по шкале Виккерса) 1100…1200 достигается при температуре азотирования 500…520° С. С повышением температуры твердость сильно снижается и при 600°С составляет HV 750…800. Высокая твердость на поверхности азотированного слоя достигается за короткие промежутки времени (15…30 минут), но при испытании на приборе Виккерса даже при малой нагрузке (50 МПа) твердость при коротких выдержках оказывается пониженной. Это объясняется продавливанием алмазным индентером тонкого диффузионного слоя. Чем выше температура диффузии, тем меньше время азотирования для получения упрочненного слоя. Минимальная выдержка при 520°С должна составлять 8…10 ч, при 550° С – 5…6 ч и при 600°С – 1…3 ч.
Таблица 3.
Технологические режимы азотирования
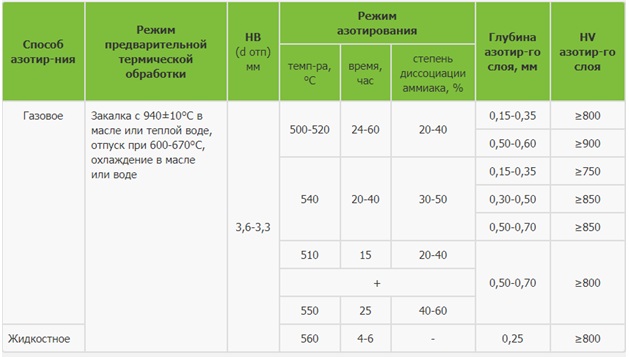
В таблице 3 показаны технологические режимы термической обработки методом азотирования.
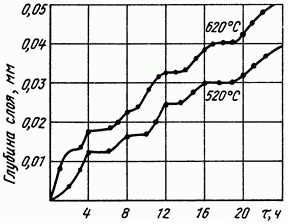
Рис. 5. Рост глубины азотированного слоя во время насыщения при 520 и 620 °С
Чем выше температура азотирования, тем менее резко выражается уменьшение твердости по толщине диффузионного слоя.
Исходя из проведенных исследований, были выбраны оптимальные режимы для проведения азотирования, приведенные в таблице 4.
Таблица 4.
Принятые режимы азотирования
| Марка стали | Температура, 0С | Продолжительность, ч. | Толщина слоя, мм | Получаемая твердость HV |
| 38ХМЮА | 550 | 30…35 | 0,2…0,3 | 950…1000 |
Выводы
При проведении анализа неисправностей зубчатого соединения выявлено, что наиболее часто выходит из строя деталь «Муфта». Для исключения поломок и повышения износостойкости данной детали было принято решение о совершенствовании технологического процесса ее механической обработки, спроектирован усовершенствованный режущий инструмент (прошивка) и приняты научно обоснованные режимы термической обработки «азотирования».
Список использованных источников
- ГОСТ 4543-2016 Металлопродукция из конструкционной легированной стали. Технические условия // КонсорциумКодекс : электронный фонд правовой и нормативно-технической документации. URL: http://docs.cntd.ru/document/1200143499 (дата обращения 08.01.2020).
- Мокроносов Л. Д., Бородина Н. В., Мирошин Д. Г. Проектирование металлорежущих инструментов : учеб. пособие. 2-е изд., перераб. и доп. Екатеринбург : Изд-во ГОУ ВПО «Рос. гос. проф.- пед. ун-т», 2013. 136 с.
- Гуляев А. П. Металловедение : учебник для вузов. 6-е изд., перераб. и доп. М. : Металлургия, 1986. 544 с.
- Сталь 38ХМЮА // Справочник инженера : сайт справочной инженерно-технической информации. URL: https://inzhener-info.ru/razdely/materialy/konstruktsionnye-stali/deformiruemye-stali/tsementuemye-i-azotiruemye-stali/stal-azotiruemaya-38kh2myua-38khmyua.html (дата обращения 18.01.2020).
Lopukhova Ekaterina
master’s degree student, training direction 15.04.05 “Design and technological support of machinery production”, Arzamas Polytechnic Institute (branch of R. E. Alekseev Nizhny Novgorod state technical University), Arzamas, Nizhny Novgorod region
Platonov Alexandr
PhD in Technical Sciences, Associate Professor, Department Engineering Technology, Arzamas Polytechnic Institute (branch of R. E. Alekseev Nizhny Novgorod State Technical University), RAE honored worker of science and technology, Arzamas, Nizhny Novgorod region
Shchegletov Kirill
bachelor degree student, training direction 15.04.05 “Design and technological support of machinery production”, Arzamas Polytechnic Institute (branch of R. E. Alekseev Nizhny Novgorod state technical University), Arzamas, Nizhny Novgorod region
Kumaneev Maxim
master’s degree student, training direction 15.04.05 “Design and technological support of machinery production”, Arzamas Polytechnic Institute (branch of R. E. Alekseev Nizhny Novgorod state technical University), Arzamas, Nizhny Novgorod region
Ivanova Anna Viktorovna
master’s degree student, training direction 15.04.05 “Design and technological support of machinery production”, Arzamas Polytechnic Institute (branch of R. E. Alekseev Nizhny Novgorod state technical University), Arzamas, Nizhny Novgorod region
RESEARCH IN THE FIELD OF IMPROVING THE QUALITY AND OPERATIONAL RELIABILITY OF GEAR COUPLINGS OF AIRCRAFT INSTRUMENT PARTS
The article deals with the study of the causes of damage to the tooth surfaces of parts «clutch» and «gear Wheel» in the process of their manufacture. Technological solutions for improving the quality of parts manufacturing during tooth processing and heat treatment are proposed.
Key words: joints, the pulling of the teeth, the design of firmware, design of broach, heat treatment of the teeth.
© АНО СНОЛД «Партнёр», 2020
© Лопухова Е. Е., 2020
© Платонов А. В., 2020
© Щеглетов К. А., 2020
© Куманеев М. А., 2020
© Иванова А. В., 2020