кандидат технических наук, доцент, кафедра технического сервиса машин, Федеральное государственное бюджетное образовательное учреждение высшего образования «Национальный исследовательский Мордовский государственный университет имени Н. П. Огарёва», г. Саранск
Сенин Петр Васильевич
доктор технических наук, профессор, кафедра технического сервиса машин, Федеральное государственное бюджетное образовательное учреждение высшего образования «Национальный исследовательский Мордовский государственный университет имени Н. П. Огарёва», г. Саранск
Кургузкин Михаил Александрович
студент, Институт механики и энергетики, Федеральное государственное бюджетное образовательное учреждение высшего образования «Национальный исследовательский Мордовский государственный университет имени Н. П. Огарёва», г. Саранск


![]()
Важнейшим средством снижения затрат на ремонт и сокращения расхода запасных частей является восстановление изношенных деталей. В настоящее время разработаны десятки технологически приемлемых способов восстановления деталей автотракторной техники, обеспечивающих различную надежность и различающихся стоимостью.
На территории Республики Мордовия наиболее широкий спектр оказания услуг по ремонту агрегатов и оборудования отечественной и зарубежной техники осуществляет МИП ООО «Агросервис», состоящий из производственного подразделения и научно-исследовательской лаборатории, в которой совершенствуются существующие и разрабатываются новые технологии ремонта деталей и узлов.
Восстановление работоспособного состояния поверхностного слоя шеек валов, изготовленных из различных сталей и чугунов в структурном подразделении выполняется электроконтактной приваркой ленты. Для осуществления процесса восстановления применяется установка 011–1–02Н ВНПО «Ремдеталь» [1, 2].
В процессе работы на представленной установке под действием различных факторов техническое состояние ее узлов и деталей ухудшается, что приводит к изменению показателей работы установки [3]. Вследствие этого при реализации процесса особо важно следить за техническим состоянием сварочной головки, так как при работе непосредственно происходит формирование следующих видов неисправностей:
- окисление токопроводов вследствие попадания охлаждающей жидкости (рис. 1, а);
- перекос сварочных электродов относительно восстанавливаемой поверхности из-за увеличения зазора в соединении подшипников скольжения (рис. 1, б);
- увеличение локальной площади контакта «сварочный электрод – привариваемая лента» в результате смятия рабочей зоны сварочных электродов при высоких температурах) (рис. 1, в).
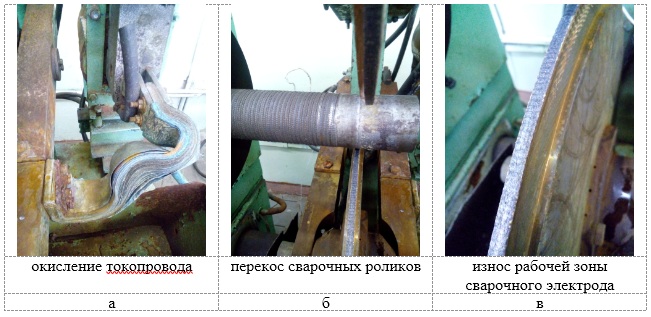
Рис. 1. Основные неисправности сварочной головки
Первые два вида неисправностей зачастую проявляются в результате несвоевременного обслуживания установки. Так для предотвращения окисления токопроводов необходимо перед началом работы на установке проверять герметизацию, используя водопровод, и устанавливать номинальный расход жидкости при восстановлении для избегания ее разбрызгивания. В свою очередь, предотвращение перекоса возможно при заблаговременном шприцевании графитовой смазкой подшипников скольжения (при отсутствии смазывающего материала происходит аварийный износ подшипников скольжения, при этом увеличенный зазор можно восстановить лишь заменой одной из составных частей соединяемых элементов (рис. 2)).
Третий же вид неисправности возникает постоянно, вне зависимости от соблюдения требований технического обслуживания установки и параметров восстановления. При этом степень влияния становится значительной, так как качество приваренной ленты напрямую зависит от геометрических параметров рабочей поверхности сварочных электродов, ширина ее рабочей части должна находится в пределах четырех миллиметров.

Рис. 2. Изнашиваемый узел соединения подшипников скольжения
Снижения процесса изнашивания можно добиться за счет использования материалов для сварочных электродов в зависимости от применяемых технологических режимов, так как при восстановлении сварочные электроды подвергаются значительному ударному и статическому смятию при высоких циклических нагревах [4]:
- для восстановления деталей с малым износом (при применении ленты толщиной 0,3 мм) и диаметром менее 50 мм назначаются более мягкие режимы (можно использовать такие медные сплавы как: хромовая бронза БрХ (уд. сопротивление 0,023 Ом мм2/м, минимальная твердость 120 НВ, температура разупрочнения 370 0С), кадмиевая бронза БрКд (уд. сопротивление 0,021 Ом мм2/м, минимальная твердость 110 НВ, температура разупрочнения 370 0С), медь М1 (уд. сопротивление 0,017 Ом мм2/м, минимальная твердость 90 НВ, температура разупрочнения 240 0С);
- для восстановления деталей с износом более 0,5 мм в качестве материала для сварочных электродов рекомендуется использовать хромоциркониевую бронзу БрХЦр (уд. сопротивление 0,025 Ом мм2/м, минимальная твердость 130 НВ, температура разупрочнения 500 0С) и жаропрочную бронзу БрНБТ (уд. сопротивление 0,93 Ом мм2/м, минимальная твердость 170 НВ, температура разупрочнения 510 0С).
Полностью компенсировать отрицательное влияние износа сварочного электрода на качество сварного соединения применением различных по материалу электродов и корректировкой режимов приварки не удается.
Для устранения этих дефектов необходимо указанные повреждения шлифовать до получения гладкой поверхности правильной геометрической формы. Но конструкция установки не позволяет уменьшать диаметр электродов, так как они являются одновременно и токоподводами. На практике приходится заменять сварочные электроды новыми, что экономически не эффективно. Вследствие этого периодически возникает необходимость в восстановлении работоспособности сварочных электродов, то есть, в зачистке их формы.
Как правило, для этого на ремонтных участках производится демонтаж электродов с установки, геометрическая форма заправляется с использованием токарного оборудования. Это непосредственно приводит к простаиванию оборудования и увеличению такта ремонта.
На участке восстановления шеек валов МИП ООО «Агросервис» для устранения данного дефекта разработано универсальное технологическое приспособление, которое позволяет выполнять зачистку контактной поверхности сварочных электродов непосредственно на установке (рис. 3).
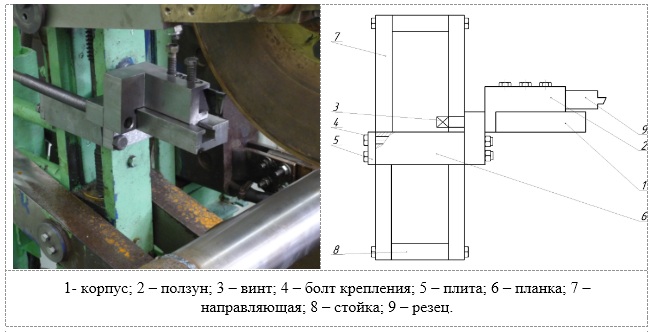
Рис. 3. Разработанное приспособление для ежесменной зачистки сварочных электродов
Разработанное приспособление служит для ежесменной зачистки, а при необходимости и в течение смены, контактной поверхности сварочных электродов без снятия их с установки. Проведение зачистки электродов на установке является предпочтительным процессом, т.к. при этом обеспечиваются наиболее благоприятные условия для их правки, исключается дополнительная регулировка положения сварочного электрода после его демонтажа, заправки и монтажа.
Правка сварочных электродов осуществляется следующим образом: приспособление монтируется на стойку сварочной головки, резец устанавливается в посадочное место и стягивается болтами. В патрон установки монтируется вал диаметром 50 мм, при диаметре восстанавливаемых сварочных электродов 360 мм (применяемый вал зависит от диаметра сварочных электродов). Далее вал зажимается сварочными электродами при давлении пневмоцилиндров не менее 1,5 kN, подводится резец к контактной поверхности сварочных электродов и производится правка при частоте вращения сварочных электродов порядка 10 об/мин.
Сварочные электроды, прошедшие правку, в обязательном порядке подвергаются приработке на образце цилиндрической формы при тех же режимах, на которых в основном производят приварку ленты к детали.
Таким образом применение разработанного приспособления при восстановлении рабочей поверхности сварочных электродов установки 011–1–02Н ВНПО «Ремдеталь» дает возможность поддержания ее в работоспособном состоянии без демонтажа сварочной головки и, следовательно, к увеличению ее производительности.
Список использованных источников
- Перспективы применения метода электроконтактной приварки для восстановления деталей типа «вал» широкого диапазона размеров / А. И. Фомин, В. В. Власкин, А. Н. Зозин, В. А. Кузьмин // Энергоэффективные и ресурсосберегающие технологии и системы : межвуз. сб. науч. тр. Саранск, 2016. С. 368–371.
- Фомин А. И. Технология восстановления чугунных коленчатых валов электроконтактной приваркой стальной ленты // Энергоэффективные и ресурсосберегающие технологии и системы : материалы Междунар. науч.-практ. конф. Саранск, 2014. С. 301–306.
- Зозин А. Н., Возмилов И. В., Фомин А. И. Основные факторы, влияющие на надежность установки для электроконтактной приварки // XLV Огаревские чтения : материалы науч. конф. В 3-х ч. / Отв. за выпуск П. В. Сенин. Саранск, 2017. С. 21–24.
- Фомин А. И. Совершенствование технологии восстановления чугунных коленчатых валов электроконтактной приваркой стальной ленты через промежуточный слой : дис. … канд. техн. наук / Мордов. гос. ун-т им. Н. П. Огарева. Саранск, 2012. 202 с.
Fomin Andrey
PhD in Technical science, associate Professor, Department Technical Service of Vehicles, National Research N. P. Ogarev Mordovia State University, Saransk
Senin Petr
Doctor of Technical Sciences, Professor, Department Technical Service of Vehicles, National Research N. P. Ogarev Mordovia State University, Saransk
Kurguzkin Mikhail
student, Institute of mechanics and energetics, National Research N. P. Ogarev Mordovia State University, Saransk
THE recovery OF operation SURFACE AT WELDING ELECTRODES IN THE 011-1-02N VNPO “REMDETAL” PLANT
The article deals with the device for the recovery of the operation area at the welding electrodes in the electric contact welding tape plant. The use of the developed device makes it possible to support the plant in working condition for a long time and increases its efficiency.
Keywords: efficiency, welding, recovery, resource, plant, quality.
© АНО СНОЛД «Партнёр», 2019
© Фомин А. И., 2019
© Сенин П. В., 2019
© Кургузкин М. А., 2019