магистрант, направление подготовки 15.04.05 «Конструкторско-технологическое обеспечение машиностроительных производств», Арзамасский Политехнический Институт (филиал) Нижегородского государственного технического университета им. Р. Е. Алексеева), г. Арзамас, Нижегородская область
Платонов Александр Васильевич
кандидат технических наук, заслуженный деятель науки и техники РАЕ, доцент, кафедра «Технология машиностроения», Арзамасский Политехнический Институт (филиал) Нижегородского государственного технического университета им. Р. Е. Алексеева), г. Арзамас, Нижегородская область
Щеглетов Кирилл Алексеевич
студент, направление подготовки 15.03.05 «Конструкторско-технологическое обеспечение машиностроительных производств», Арзамасский Политехнический Институт (филиал) Нижегородского государственного технического университета им. Р. Е. Алексеева), г. Арзамас, Нижегородская область
Куманеев Максим Александрович
магистрант, направление подготовки 15.04.05 «Конструкторско-технологическое обеспечение машиностроительных производств», Арзамасский Политехнический Институт (филиал) Нижегородского государственного технического университета им. Р. Е. Алексеева), г. Арзамас, Нижегородская область
Коршунов Егор Сергеевич
студент, направление подготовки 15.03.05 «Конструкторско-технологическое обеспечение машиностроительных производств», Арзамасский Политехнический Институт (филиал) Нижегородского государственного технического университета им. Р. Е. Алексеева), г. Арзамас, Нижегородская область


![]()
Приводы различных типов широко используются практически во всех отраслях техники. Их действие основано на преобразовании различных видов энергии в разные виды движения. Основным элементом привода являются: двигатель, устройство, преобразующее движение, корпус. Существуют разные виды приводов и двигателей, необходимых для функционирования и использования различных исследовательских установок [1, с. 7].
На базовом предприятии проводятся исследования по влиянию излучений на свойства материалов [2, с. 50]. Изделие «Привод» применяется в установках, используемых в исследованиях по влиянию излучений на свойства материалов [2, с. 50].
Рассматриваемая деталь «Корпус привода» (рис. 1), входит в состав изделия «Привод». В «Корпусе привода» размещается электродвигатель, специальные преобразующие устройства, различные датчики и контактные группы.
«Корпус привода» является сложной призматической деталью коробчатой формы, с пазами и отверстиями, необходимыми для крепления привода, датчиков, контактной группы и соединения с другими деталями специальной установки. Материалом для изготовления детали «Корпус привода» является дюралюминиевый сплав Д16 ГОСТ 4784-97. Выбор материала детали «Корпус привода» обусловлен работой изделия «Привод» в агрессивной среде – серной кислоте. Серная кислота является продуктом распада рабочего газа.
В результате проведенных исследований и испытаний с использованием комплекса, куда входит изделие «Привод», заказчиком принято решение повысить мощность комплекса [3, с. 263].
Основные требования коснулись обеспечения постоянной более низкой температуры носителей газовой (-20+0,5 оС), водяной (3+1 оС) изоляции и их более высокого давления (17+0,2 атм. в режиме холостого хода и до 20 атм. в аварийном режиме) [4, с. 114].
Указанное решение потребовало провести испытание «Привода» с целью выявления возможности его эксплуатации в измененных условиях. Указанные испытания проводились следующим образом. После 10-и включений изделия «Привод» в управляемом режиме изменялось давление рабочего газа от 15 до 20 атм. с температурой -20+0,5 оС.

Рис. 1. Чертеж детали «Корпус привода»
Во время испытаний при увеличении частоты вращения выходного вала изделия «Привод» от 50 до 1000 мин-1 и давлении в магистрали сжатого газа от 1 до 18 атм. (0,1…1,83 МПа) наблюдалось возрастание шума и уровня вибраций (443 изделий в партии из 1000 изделий). При давлении до 10 атм. повышения шума и вибрации не наблюдалось. Двигатель старой конструкции, используемый в изделии «Привод», часто выходил из строя и, работая на предельной мощности и частоте вращения, потреблял много энергии.
При подаче рабочего газа к изделию «Привод» наблюдалась разгерметизация изделия. Ультразвуковой детектор утечек модели LD 500 / 510 показал, что в местах соединения «Корпуса привода» с деталями изделия «Привод» наблюдаются утечки рабочего газа (432 изделия в партии из 1000 изделий). Это связано с тем, что в качестве рабочего газа использовалось соединения серы SF6. Анализ показал что, в результате распада рабочего газа образуются оксиды серы SO2 и SO3. (Он взаимодействует с водой, которая используется для охлаждения установки, и превращается в серную кислоту с средней и высокой концентрацией на небольших площадях детали (менее 1 мм2)).
Для алюминия и его сплавов серная кислота средних концентраций очень опасна. Она обладает окислительными свойствами. Реакция алюминия с серной кислотой средней концентрации описывается уравнением:
2Al + 3H2SO4 (разб.) → Al2(SO4)3 + 3H2↑. (1)
Концентрированная холодная серная кислота не оказывает никакого влияния на алюминий «Корпуса привода». А при нагревании алюминий подвергается коррозии, что представлено химической реакцией (2):
2Al + 6H2SO4 (конц.) → Al2(SO4)3 + 3SO2↑ + 6H2O. (2)
В результате коррозии происходит снижение прочностных свойств «Корпуса привода», образуются свищи и коррозионные раковины. Выделяющийся в результате реакции водород Н2 (2) негативно влияет на работу всей установки, а выделившийся в результате реакции (2) оксид SO2 и вода H2O способствуют образованию новых порций серной кислотой.
Для сушки рабочего газа и очистки его от молекулярного водорода требуется останавливать работу установки, применять дорогостоящие устройства, а также осуществлять более трудоемкие технологические процессы. Это негативно влияет на производительность установки и повышает себестоимость её эксплуатации. Кроме того, детали «Корпус привода» после образования коррозионной трещины или свища требует замены, а не восстановления. Это связано с тем, что разрушение под действием кислоты проходит на межкристаллическом уровне и имеет множество очагов.
Для покрытия детали «Корпус привода» использовалась Эмаль МЛ-165, серебристая129 по ОСТ 190055-85. Она справлялась с функцией защиты газа 3M Novec 4710, который применялся до модернизации. Стойкость пленки к статическому воздействию воды при температуре (20±2)°С составляет 36…50 часов непрерывной работы. После чего начинает разрушаться материал детали. В составе эмали присутствует алюминиевая пудра. При длительной работе установки и использовании в качестве рабочего газа элегаза покрытие разрушается с образованием микротрещин. В трещины беспрепятственно попадают продукты распада элегаза и разрушают материал детали. Склеивание детали с ответной деталью осуществлялось с помощью клея ВС-10Т ГОСТ 22345-77.
Изменение режимов работы изделия «Привод» привели к изменениям его конструкции. Это, в свою очередь, привело к модернизации конструкции детали «Корпус привода».
Ниже приведены мероприятия по изменению конструкции изделия «Привод» и модернизации детали «Корпус привода».
В изделии «Привод» была осуществлена замена двигателя на более современный, более мощный, надежный и энергоэффективный. При этом возникла необходимость увеличить посадочное отверстие с 32 мм до 36 мм, крепления для привода и увеличить отверстие для его монтажа (рис. 2а).
Привод новой конструкции выполнен с другим разъемом для подключения. В связи с этим изменена конструкция детали «Корпус привода» под данный разъем (рис. 2б).
Добавлены крепежные «ушки», имеющие следующие особенности. Добавлено отверстие и направляющая в ушке 1, а также два отверстия в ушке 2 (под штифт, для более точного позиционирования, и винт) с целью повышения надежности сопряжения детали «Корпус привода» с корпусом самой установки. В ушке 1 отверстие выполнено в форме направляющей для облегчения процесса сборки. Кроме того расположение ушка 2 вынесено за пределы внутреннего пространства детали, что повысило ее герметичность и упростило монтаж изделия в установке.
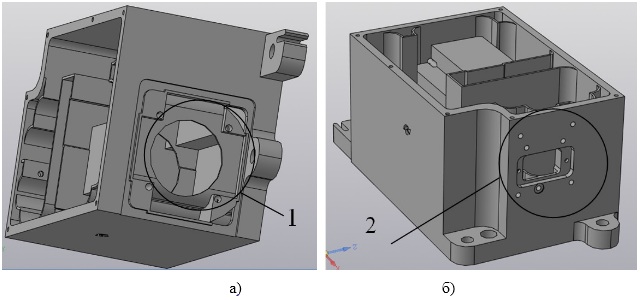
Рис. 2. ЗD модель детали «Корпус привода» после модернизации
До модернизации сопряжение осуществлялось при помощи ушек с одним отверстием в 3 и 4 посредством шпильки, расположенной внутри «Корпуса привода». Такое решение повысило точность позиционирования детали «Корпус привода» и прочность сопряжения, снизило вероятность появления брака при сборке изделия.
Замена шпилечного соединения позволила уменьшить площадь контакта основания детали «Корпус привода» с сопрягаемой поверхностью установки, и за счет этого уменьшить массу детали. Для этого в основании были выполнены четыре «окна» 5, образующих ребра жесткости. Положение ушка 3 смещено с линии симметрии с ушком 4 в сторону края корпуса детали. Указанные конструктивные изменения отражены на ЗD модели детали «Корпус привода» (рис. 3).
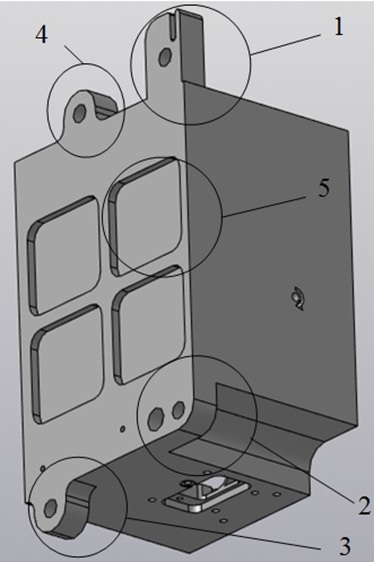
1 – ушко с направляющей частью и отверстием, 2 – ушко под штифт и отверстие, 3,4 – крепежное ушко с одним отверстием, 5– «окна» для облегчения конструкции.
Рис. 3. ЗD — модель детали «Корпус привода» после модернизации
До модернизации крепление осуществлялось с помощью клея ВС-10Т ГОСТ 22345-77. Для герметизации при сопряжении детали «Корпус привода» с ответной деталью установки после модернизации использована уплотнительная прокладка из виброгасящей (вибродемпфирующий) эластомерной пластины ВЭП 2 ТУ 2534-002-61734928-2013, которая повторяет контур основания детали.
В соответствии с изменениями конструкции детали «Корпус привода» разработан чертеж заготовки, изготавливаемой методом штамповки.
Чертеж заготовки детали «Корпус привода» представлен на рисунке 4.
Разработан технологический процесс изготовления детали «Корпус привода». Разработано станочное приспособление для обработки модернизированной детали «Корпус привода», а также контрольно-измерительное средство для контроля параметров детали.
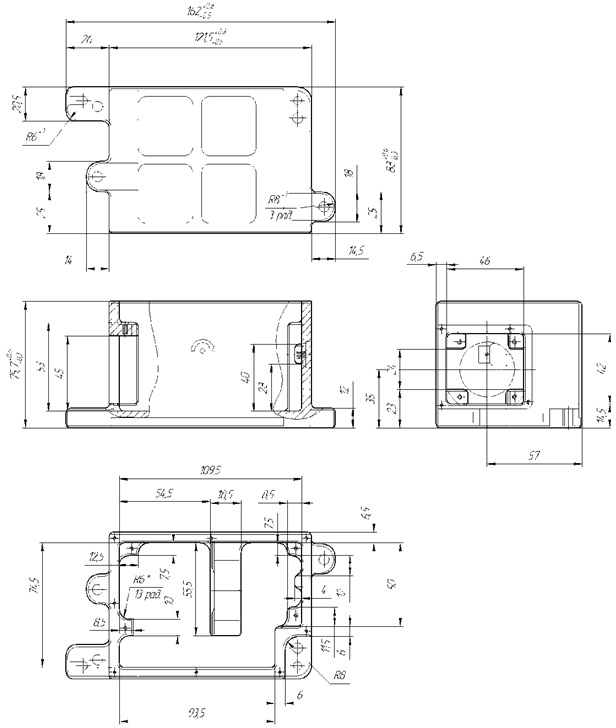
Рис. 4. Чертеж заготовки детали «Корпус привода»
Проведены сравнительные испытания изделия «Привод» с модернизированной деталью «Корпус привода», а также с деталью до модернизации. Результаты проведенных сравнительных испытаний подтвердили эффективность конструктивных изменений изделия «Привод» с модернизированной деталью «Корпус привода». Произошло снижение числа отказов в работе изделия «Привод» до 10 процентов. При проведении испытаний были заданы новые характеристики работы устройства: частота вращения выходного вала – 1000 мин-1, максимальное давление, развиваемое установкой, – 1,83 МПа. Стоит отметить, что при модернизации изделия «Привод» были уменьшены габаритные размеры и масса детали «Корпус привода». Претерпели конструктивные изменения отдельные комплектующие изделия и детали, входящие в конструкцию «Привода».
Список использованных источников
- Москаленко В. В. Электродвигатели специального назначения. М. : Энергоиздат, 1991. 104 с.; ил.
- Результаты экспериментальных исследований некоторых режимов работы сильноточного импульсного ускорителя электронов «Гамма-1» / В. Т. Пунин, Н. В. Завьялов, В. Ф. Басманов и др. // XII научные Харитоновские чтения по проблемам физики высоких плотностей энергии 19–23 апреля 2010 г. (сборник докладов). Саров : Изд-во РФЯЦ-ВНИИЭФ, 2010. С. 49–54.
- Щеглова О. Е., Рябикина Т. В. Модернизация конструкции детали «Перепускной коллектор» с целью применения в изменившихся условиях эксплуатации [Электронный ресурс] : сб. статей LXXIII междунар. науч.-практ. конф. Новосибирск : АНС «СибАК». 2019. № 1(72). С. 263–271. URL: http://www.sibac.info/ archive/ Technic/1(72).pdf. (дата обращения: 13.12.2019).
- Результаты экспериментальных исследований системы передачи энергии типового модуля установки «Гамма» / В. С. Гордеев, А. В. Гришин, С. Т. Назаренко и др. // XIV Харитоновские тематические научные чтения. Мощная импульсная электрофизика. 12–16 марта 2012 г. (сборник докладов). Саров : ФГУП «РФЯЦ-ВНИИЭФ», 2012. С. 112–116.
Cochin Roman
master’s degree student, training direction 15.04.05 “Design and technological support of machinery production”, Arzamas Polytechnic Institute (branch of R. E. Alekseev Nizhny Novgorod state technical University), Arzamas, Nizhny Novgorod region
Platonov Alexandr
PhD in Technical Sciences, Associate Professor, Department Engineering Technology, Arzamas Polytechnic Institute (branch of R. E. Alekseev Nizhny Novgorod State Technical University), RAE honored worker of science and technology, Arzamas, Nizhny Novgorod region
Shchegletov Kirill
bachelor degree student, training direction 15.04.05 “Design and technological support of machinery production”, Arzamas Polytechnic Institute (branch of R. E. Alekseev Nizhny Novgorod state technical University), Arzamas, Nizhny Novgorod region
Kumaneev Maxim
master’s degree student, training direction 15.04.05 “Design and technological support of machinery production”, Arzamas Polytechnic Institute (branch of R. E. Alekseev Nizhny Novgorod state technical University), Arzamas, Nizhny Novgorod region
Korshunov Egor
bachelor degree student, training direction 15.04.05 “Design and technological support of machinery production”, Arzamas Polytechnic Institute (branch of R. E. Alekseev Nizhny Novgorod state technical University), Arzamas, Nizhny Novgorod region
THE “DRIVE HOUSING” PART DESIGN MODERNIZATION DUE TO THE CHANGED OPERATING CONDITIONS OF THE PRODUCT “DRIVE”
The article describes the results of research and design work carried out in connection with failures in the operation of the «Drive» product caused by changes in its operation mode. Studies have shown that the cause of failures of the product «Drive» is the chemical destruction of the surfaces of the part «Drive housing» due to the influence of the operating environment with the changed chemical composition. Structural changes in the geometric parameters of the «drive Housing» part improved its contact stiffness. The design of some parts of the product «drive» was changed, and the model of the electric motor was replaced. Repeated tests of the upgraded «Drive» have shown the effectiveness of modernization measures. The failures in its operation were excluded.
Key words: unit drive, drive housing, housing inflexibility, operating environment, chemical corrosion, drive modernization.
© АНО СНОЛД «Партнёр», 2020
© Кочин Р. В., 2020
© Платонов А. В., 2020
© Щеглетов К. А., 2020
© Куманеев М. А., 2020
© Коршунов Е. С., 2020